Описание работы поточной линии по производству фланцев
Станки на линии по производству фланцев
Производство стальных фланцев, заглушек и колец может осуществляться штучно, серийно и массово. Выбор метода производства – сложная многогранная задача.
Дата публикации: 23 января 2011
Автор: Дроздов М.В., ООО «Инженерный Союз»
Методы организации процесса производства фланцев
Выбор метода производства – сложная задача, обязывающая проводить инженерные расчёты, технологические изыскания, экономические исследования выгодности производства.
Штучное производство фланцев
Рис. 1. Штучное производство специальных фланцев больших диаметров
В наше время в России появилось много производителей, не имеющих мощной технической базы, и производящих каждый фланец отдельно, почти вручную. Подобные почти кустарные производители не в праве гарантировать качество продукции, а сроки поставки деталей трубопроводов зачастую не выдерживают никакой критики.
Однако фланцы специального назначения (фланцы нестандартные, фланцы по чертежу заказчика) производятся (рис. 1) в единичных экземплярах, и налаживать их массовое производство нецелесообразно.
Штучное производство требует наличия многофункциональных гибко настраиваемых станков и труда высококвалифицированного персонала.
Серийное производство фланцев
При серийном производстве выпуск осуществляется периодически отдельными повторяющимися партиями сравнительно небольшого объёма. Серийным способом производится 75…80% продукции машиностроительного сектора экономики.
В зависимости от числа фланцев, заглушек фланцевых или колец в партии выделяют мелкосерийное, среднесерийное и крупносерийное производство деталей трубопроводов. Объемы выпуска продукции предприятиями серийного типа колеблется от десятков до тысяч повторяющихся изделий.
Средняя квалификация персонала таких предприятий ниже, чем при единичном, но выше, чем при массовом изготовлении.
Поточное производство фланцев
Поточное (массовое) производство фланцев характеризуется наличием производственной линии, состоящей из последовательно расположенных станков, оборудованных и настроенных для выполнения отдельных коротких технологических операций. Каждая операция закрепляется строго на отдельном месте. Поточная линия с автоматической транспортировкой деталей называется конвейером.
Поточное производство не является гибким, так как настроено на изготовление узкой номенклатуры продукции, но нацелено на непрерывный выпуск больших объёмов продукции.
Из наиболее ярких особенностей поточного производства фланцев стоит выделить наличие мелкоотходных заготовок с минимальными припусками на механическую обработку, выполненных по ресурсосберегающим технологиям.
Для работы поточной линии не требуется персонал высшей подготовки, так как станки максимально полно настроены. Производственные линии снабжены пневмогидравлическими автоматами.
Общее описание поточного производства фланцев, заглушек фланцевых и приварных колец
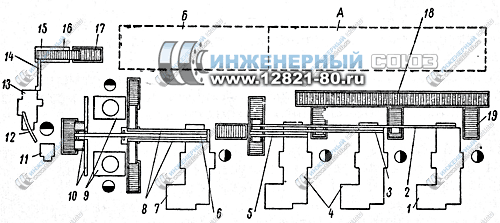
Рис. 2. Общая схема расположения оборудования на поточной линии по производству фланцев, заглушек и колец
Полученные на заготовительном участке заготовки фланцев, колец и заглушек поступают в механический цех и складываются в непосредственной близости от поточной линии на отведённом для этого месте А (рис. 2). Вдоль склада заготовок проходит рольганг 18 с ответвлением 19, по которому контейнеры с уложенными в них заготовками подаются к токарному станку 1 для выполнения проточки наружного диаметра и снятия фаски с наружного диаметра деталей трубопроводов.
Последовательность обработки фланцев на поточной линии
Рассмотрим, в какой последовательности происходит дальнейшая обработка фланцев.
После обработки на специализированном токарном станке детали по наклонному желобу 2 (рис. 2) скатываются к одному из токарных станков 4, на которых выполняется подрезка ступенчатого торца (уплотнительного выступа фланца). Затем детали по желобам 3 и 5 подаются
1/Temp/msohtml1/01/clip_image002.jpg»/> к рабочему месту у токарного станка 7, на котором осуществляется расточка центрального отверстия фланца и проточка исполнения уплотнительной поверхности фланца под стальную прокладку овального или восьмиугольного сечения. Отсюда детали по желобам 3 поступают к многошпиндельным сверлильным станкам 9, на которых выполняется сверление отверстий под крепеж. Далее по желобам и скатам 10 детали направляются к настолько-сверлильному станку 11 для удаления заусенцев, образующихся после сверления отверстий на многошпиндельных станках. Затем по желобу 12 детали попадают в загрузочное устройство маркировочного автомата 13 и маркируются. На станине маркировочного автомата установлен счетчик, производящий отсчет деталей, прошедших обработку на поточной линии. Это облегчает учет выпускаемой продукции и позволяет ibтечение смены контролировать работу поточной линии.
После маркировки детали по желобу 14 скатываются для консервации в ванну 15, из которой подаются пластинчатым транспортером 16 в контейнер, установленный на рольганге 17, и транспортируются на расположенную рядом площадку Б для складирования и упаковки готовой трубопроводной продукции.
Последовательность обработки приварных колец на поточной линии
Последовательность обработки колец для стальных свободных фланцев ГОСТ 12822-80 несколько иная. В этих деталях нет отверстий под болты и гайки, поэтому после обработки на токарных станках 1, 4 и 7 (рис. 2) они по желобу 6, минуя многошпиндельные сверлильные станки, поступают непосредственно на маркировку.
Производство фланцевых заглушек на поточной линии
Обработка фланцевых заглушек во многом отличается от обработки остальных деталей группы.
Сначала на токарных станках 4 у заглушек подрезаются торцы и сближения, затем детали обрабатываются на многошпиндельных станках 9 с последующим снятием заусенцев на станке 11. Отсюда заглушки транспортируются к токарному станку 1 для обработки наружного диаметра. Технологической базой при выполнении этой операции служат ранее просверленные отверстия. После обработки наружного диаметра детали по соответствующим желобам направляются на маркировку и консервацию.
Фланцевые заглушки составляют небольшую часть от общего количества изготовляемых деталей, поэтому введение каких-либо изменений в поточную линию с целью обеспечения более правильной последовательности технологических операций при их изготовлении следует считать нецелесообразным.
Заключение
Производство стальных фланцев, заглушек и колец может осуществляться штучно, серийно и массово. В условиях растущего спроса на фланцы производственная линия поточного типа оправдывает себя экономически. Однако, редкие детали трубопроводов, пользующиеся небольшим спросом, такие как фланцы больших диаметров и нестандартные фланцы, целесообразно производить штучно.
Список литературы
Охрименко Я.М Технология кузнечно-штамповочного производства : Учебник для вузов.. – М.: Машиностроение, 1976. – 560 c.
Батышев А. И. Проектирование и производство заготовок / А. И. Батышев. – 2-е изд., испр. и доп.. – М.: Изд-во МГОУ, 2005. – 108 c.
Производство отливок из сплавов цветных металлов : Учебник для вузов / [А. В. Курдюмов и др.].. – М. : Металлургия, 1986. – 416 c.
Гини Э. Ч. Технология литейного производства : Специальные виды литья / Э. Ч. Гини, А. М. Зарубин, В. А. Рыбкин ; под ред. В. А. Рыбкина – М. : Изд. центр «Академия», 2006.
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.
Продукция
Изготовим фланцы литые, заготовки из стали 09Г2С, сталь 20, Ст 08Х18Н10Т, 15Х5М
Источник
Бизнес-план производства пластиковых труб
Производство пластиковых труб – это перспективное и конкурентоспособное направление в бизнесе, которое весьма популярно среди предприимчивых россиян. Практичные и недорогие ПВХ изделия обладают износостойкостью, простотой установки, многофункциональностью, что обуславливает ее востребованность среди покупателей.
Анализ рынка
За последние пять лет российский рынок пластиковых труб значительно вырос в объемах. По итогам 2019 года поставки ПВХ продукции в сравнении с предыдущим, 2018 годом, выросли на 4,7%, составив 617,8 тысяч тонн готовых изделий. Лидирующим поставщиком пластиковых труб и фитингов является центральный район России: Ростовская область – 32,1% от общего объема готовой продукции; Москва – 20,12%; Московская область – 15,39%.
ПВХ трубы российского производства пользуются высоким спросом не только на внутреннем рынке.
Основной страной-потребителем пластиковой продукции из РФ является Беларусь, куда в 2019 году было экспортировано порядка 25% от всего произведенного товара.
Также ПВХ трубы экспортируются российскими брендами в Казахстан, Украину, Узбекистан и Литву. В целом, в эти страны было вывезено продукции на общую сумму в 110,77 миллионов долларов.
Сегодня средняя отпускная цена на трубы ПВХ для внутреннего рынка находится на уровне 104 рубля за килограмм.
Регистрация бизнеса
Выбор организационно-правовой формы будущего предприятия по производству пластиковых труб зависит исключительно от собственника бизнеса и его дальнейших планов.
Если предприниматель планирует поставлять продукцию только в близлежащие регионы России, то достаточно будет зарегистрировать ИП. Для экспорта товара за границу лучше всего остановиться на ООО.
В соответствии с выбранным правовым статусом подбирается система налогообложения.
22 – Производство резиновых и пластмассовых изделий;
Изготовление труб ПВХ должно осуществляться в соответствии с российскими (ГОСТ 18599-2001) и международными (EN 12201-2:2011) стандартами. Учитывая, что для выпуска труб применяются полимеры, которые при нагревании выделяют токсичные и ядовитые вещества, поэтому производство будет считаться вредным. Это значит, что предпринимателю придется обращаться в соответствующие надзорные органы, которые осуществляют контроль за соблюдением законодательства в сфере экологии.
Оборудование
Для изготовления ПВХ труб в промышленном масштабе, потребуется приобрести следующее оборудование:
Экструдер;
Автомат для подачи сырья;
Смеситель;
Несколько металлических ванн, предназначенных для охлаждения и калибровки пластиковых изделий;
Вакуумный формовочный аппарат;
Транспортировочную ленту;
Машина для автоматической нарезки ПВХ заготовок;
Накопитель, в который укладываются готовые изделия.
Линия по производству пластиковых труб
В зависимости от размера труб производительность одной линии может составлять:
Диаметр 20 или 25 – порядка 80 килограммов в час;
Диаметр 32, 40 или 50 – около 100 килограммов в час;
Диаметр 63,75, 110 – более 130 килограммов в час.
Если стартовый капитал для запуска бизнеса ограничен, то можно поискать производственное оборудование б/у. Минимальная цена одного комплекса составляет полмиллиона. За одну линию с оборудованием из среднего ценового сегмента придется заплатить, как минимум несколько миллионов рублей.
Сырье
Следующим важным моментом станет поиск и выбор поставщиков исходного сырья. В большинстве случаев для этих целей подойдут гранулированные полимеры: полиэтилен или полипропилен.
При подготовке предприятия к работе нужно основательно подойти к выбору поставщика. Ведущими отечественными компаниями, осуществляющими оптовые поставки полимерных гранул, являются:
«Полипластик» — производит широкий ассортимент полимеров, осуществляя оптовые поставки сырья во все субъекты РФ.
«ГлавТехПром» — новосибирское торгово-производственное предприятие, лидер в сфере производства полимеров в своем регионе.
«ТД Пластмасс Групп» — фирма осуществляет оптовые поставки синтетических полимеров высокого качества.
По мнению экспертов, для выпуска ПВХ продукции лучше всего подходит сополимер полипропилена.
Полипропилен — сырье для производства пластиковых труб
Средний ценник на него равняется 55-57 рублей за килограмм. Гранулированный полиэтилен будет стоить порядка 32 рублей за килограмм. Он применяется для выпуска труб ПНД.
Для размещения производственных мощностей подойдет цех площадью в 100-300 квадратов, расположенный за пределами города. Важным моментом здесь станет наличие удобного подъезда для специальной техники, грузовых и легковых автомобилей.
Производственные цеха должны быть подключены к основным инженерным сетям, системой вентиляции, кондиционирования и отопления, охранной и пожарной сигнализации.
Дополнительно нужно позаботиться об обустройстве бытовых помещений и раздевалок для технического персонала и офиса – для административных работников.
Персонал
Каждая производственная линия должна обслуживаться двумя или тремя операторами. Также в штатное расписание компании необходимо включить технолога, разнорабочих и руководителя.
По заработной плате следует ориентироваться по средним тарифам, действующим в регионе. Как правило, зарплата руководителя устанавливается в районе 50-70 тысяч рублей, технолога – 40-50 тысяч, оператора производственной линии – 25-30 тысяч рублей.
Персонал линии по производству ПВХ труб
Если предприятие будет работать посменно, то потребуется нанять несколько рабочих бригад, которые будут трудиться в график. Здесь нужно помнить, что недостаточно сформировать коллектив, нужно еще и удержать его. Для этого потребуется предоставить сотрудникам социальные гарантии, обеспечить нормальные условия труда и разработать систему стимулирования.
Документы
Для производства пластиковых труб необходимо получить целый ряд разрешений в надзорных органах. Если финансы позволяют, для сбора необходимых документов и последующего взаимодействия с государственными учреждениями (пожарной инспекцией, Госнадзорохрантруда, газовой службой, санэпидстанцией, органов местного самоуправления) можно воспользоваться услугами специализированных компаний.
Чтобы избежать возможных претензий покупателей и санкций надзорных органов рекомендуется тщательно соблюдать требования ГОСТ 18599-2001. В частности, перевозка готовой ПВХ продукции может осуществляться только в закрытом транспорте, в защитной упаковке. Не допускается транспортировка пластиковых труб весом более 1,25 тонн и длиной более 5,5 метров.
Транспортировка пластиковых труб
Хранить изделия следует вдали от солнечных лучей, только в горизонтальном положении. Общий срок хранения пластиковых труб на складе не должен превышать одного года.
Рентабельность и окупаемость
Чтобы рассчитать рентабельность бизнеса и срок окупаемости вложений нужно провести расчеты первоначальных инвестиций. Основными статьями расходами являются:
Регистрация ООО или ИП, получение разрешений необходимых для ведения бизнеса – от 15 тысяч рублей;
Аренда производственного помещения – в зависимости от площади и региона РФ расходы на аренду могут начинаться от 50-70 тысяч рублей;
Коммунальные платежи – расходы на оплату электричества, воды, тепла и другие коммунальные платежи составят от 30 тысяч рублей;
Приобретение оборудования – от 500 тысяч до 4,5 миллионов рублей;
Полимерное сырье – от 200 тысяч рублей;
Заработная плата персонала – от 250-300 тысяч рублей в месяц;
Налоги – от 20-60 тысяч рублей;
Реклама – от 50 тысяч рублей.
Таким образом, получаем, что минимальная сумма первоначальных вложений – 2,3 миллиона рублей. Если планируется запуск крупного предприятия с несколькими производственными вложениями, то стартовый капитал должен быть не меньше 8-9 миллионов рублей.
Продажи и соответственно прибыль компании будет зависеть от успешности рекламной кампании, наличия крупных конкурентов в регионе, успешности освоения рынков сбыта и производственной политики предприятия.
Если брать из расчета, что две производственные линии могут выпускать до 1000 килограмм готовой продукции, а отпускная цена на товар составит 114 рублей за килограмм, получаем следующее: 1000 килограмм труб ПВХ * 30 дней в месяц * 114 рублей за килограмм = 3 420 000 рублей. Чистая прибыль в месяц с учетом всех расходов составит 600-700 тысяч рублей. Таким образом, первоначальные вложения в бизнес окупятся за 2-3 года.


 Линия по производству пластиковых труб
Линия по производству пластиковых труб Полипропилен — сырье для производства пластиковых труб
Полипропилен — сырье для производства пластиковых труб Персонал линии по производству ПВХ труб
Персонал линии по производству ПВХ труб